
Value innovation by we recently commissioned a 27,000-litre capacity liquid syrup composite skid, which was a new benchmark in high-volume liquid pharmaceutical manufacturing. This state-of-the-art facility addresses the growing demand for oral liquid formulations while ensuring regulatory compliance, operational efficiency, and scalable production capabilities.
Client Challenge
- Pharmaceutical manufacturers today face multiple challenges in high-volume liquid production:
- Time to market for different batches, maintaining a minimum batch size to a large batch.
- Maintaining cGMP and regulatory compliance in complex syrup processes.
- Minimising downtime during cleaning and batch changeovers.
- Ensuring maximum yield with optimised space utilisation.
- The client required a robust, scalable, and compliant solution capable of delivering high-quality syrup production without compromising efficiency.


SK’s Solution
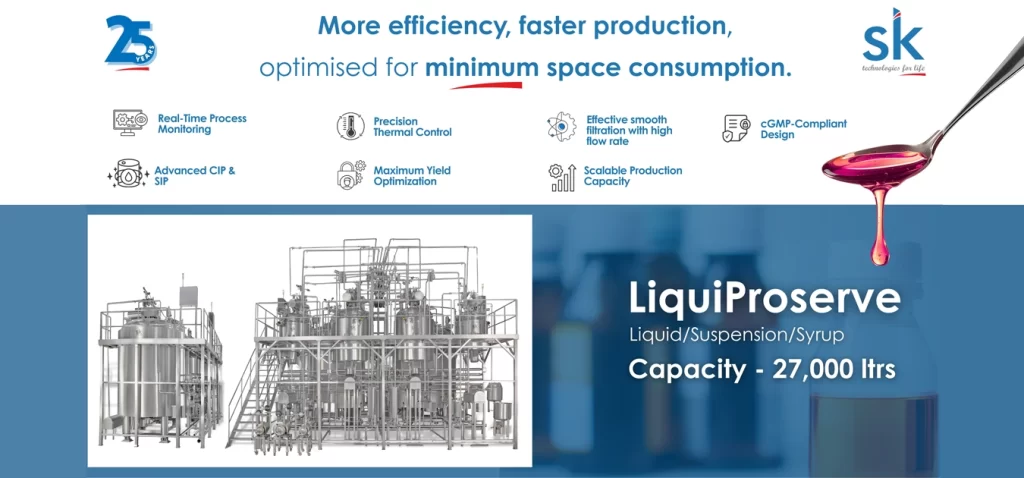
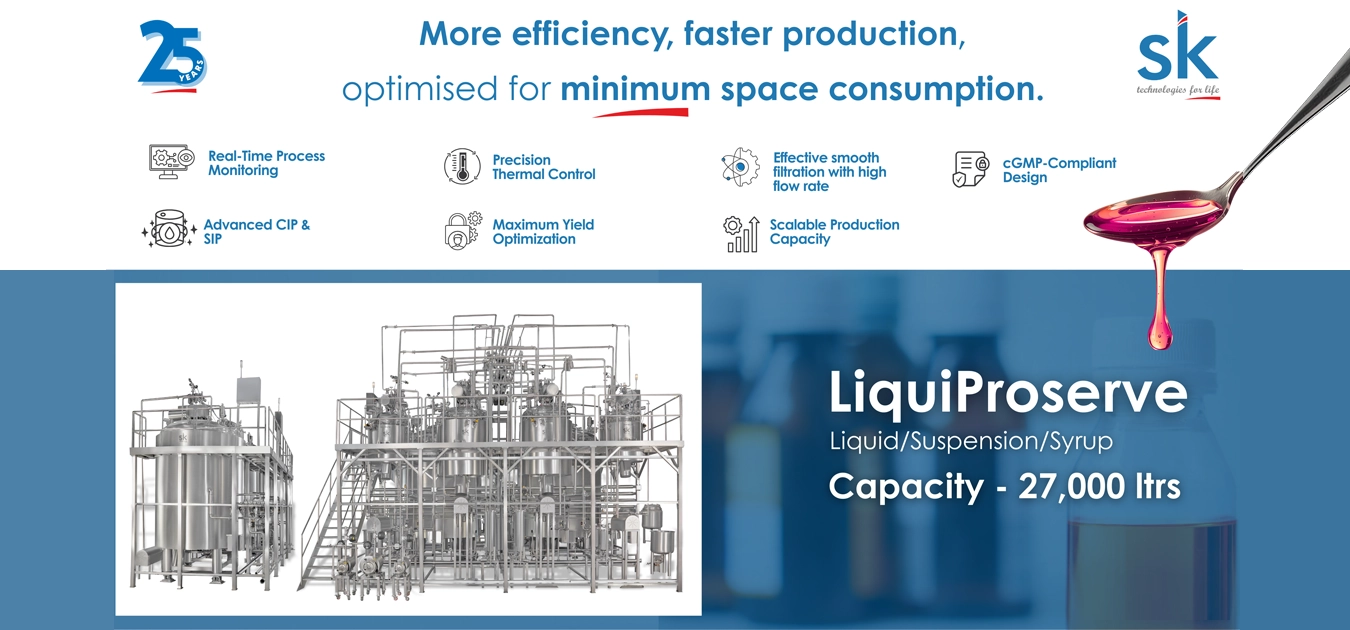
SK designed and implemented a 27,000-Liquid syrup plant, incorporating LiquiProServe™ technology. The system’s advanced features include:
- Precision Thermal Control: Accurate heating and cooling for syrup stability.
- High-Shear Homogenization & Agitation: Ensuring uniform dispersion and consistency.
- Real-Time Process Monitoring: Complete visibility and data-driven quality control.
- Automated CIP & SIP: Fast, hygienic cleaning with minimal downtime.
- High-Flow Filtration System: Smooth, efficient filtration for large batches.
- Scalable Production Capacity: Supporting flexible batch sizes without additional footprint.
- cGMP-Compliant Hygienic Design: Crevice-free construction for regulatory compliance.
Results & Benefits
- 27,000 Litres per batch – high-volume production without compromise on quality.
- Consistent batch integrity – uniform formulation across large-scale operations.
- Reduced downtime – faster batch changeover through automated cleaning.
- Optimised space utilisation – compact, high-efficiency design.
- Regulatory readiness – fully compliant with global cGMP standards.
SK’s Solution
SK designed and implemented a 27,000-Liquid syrup plant, incorporating LiquiProServe™ technology. The system’s advanced features include:
- Precision Thermal Control: Accurate heating and cooling for syrup stability
- High-Shear Homogenization & Agitation: Ensuring uniform dispersion and consistency
- Real-Time Process Monitoring: Complete visibility and data-driven quality control
- Automated CIP & SIP: Fast, hygienic cleaning with minimal downtime
- High-Flow Filtration System: Smooth, efficient filtration for large batches
- Scalable Production Capacity: Supporting flexible batch sizes without additional footprint
- cGMP-Compliant Hygienic Design: Crevice-free construction for regulatory compliance
This high-capacity Liquid syrup plant not only meets current production demands but is designed for future scalability, making it a long-term investment for liquid syrup manufacturing.
Client Challenge
- Pharmaceutical manufacturers today face multiple challenges in high-volume liquid production:
- Time to market for different batches, maintaining a minimum batch size to a large batch
- Maintaining cGMP and regulatory compliance in complex syrup processes
- Minimising downtime during cleaning and batch changeovers
- Ensuring maximum yield with optimised space utilisation
- The client required a robust, scalable, and compliant solution capable of delivering high-quality syrup production without compromising efficiency.
SK’s Solution
SK designed and implemented a 27,000-Liquid syrup plant, incorporating LiquiProServe™ technology. The system’s advanced features include:
- Precision Thermal Control: Accurate heating and cooling for syrup stability
- High-Shear Homogenization & Agitation: Ensuring uniform dispersion and consistency
- Real-Time Process Monitoring: Complete visibility and data-driven quality control
- Automated CIP & SIP: Fast, hygienic cleaning with minimal downtime
- High-Flow Filtration System: Smooth, efficient filtration for large batches
- Scalable Production Capacity: Supporting flexible batch sizes without additional footprint
- cGMP-Compliant Hygienic Design: Crevice-free construction for regulatory compliance
This high-capacity Liquid syrup plant not only meets current production demands but is designed for future scalability, making it a long-term investment for liquid syrup manufacturing.
Results & Benefits
- 27,000 Litres per batch – high-volume production without compromise on quality
- Consistent batch integrity – uniform formulation across large-scale operations
- Reduced downtime – faster batch changeover through automated cleaning
- Optimised space utilisation – compact, high-efficiency design
- Regulatory readiness – fully compliant with global cGMP standards
Client Impact
- The implementation of the SK 27k liquid syrup plant has transformed the client’s liquid production capabilities:
- Faster production cycles with minimal human intervention.
- Increased operational efficiency and yield optimisation.
- Enhanced process control and audit-readiness.
- Ability to meet growing market demand for high-volume oral liquids.
Conclusion
SK – Technologies for Life continues to set industry standards in liquid pharmaceutical manufacturing. The 27,000-litre liquid syrup plant demonstrates SK’s expertise in delivering scalable, compliant, and high-performance solutions for complex pharmaceutical challenges.
LiquiProServe™ Liquid Syrup Plant — Where Large-Volume Production Meets Precision and Compliance.



%20Syrup%20Plant){kind=link}